Vacuum bagging is a pressure-based consolidation technique, not just a clean finishing step. By sealing a wet layup under an airtight film and evacuating the air, you enlist atmospheric pressure (up to 14.7 psi at sea level) to compact the laminate. This compaction removes trapped air, consolidates the fibers, and bleeds off excess resin, yielding a high fiber-to-resin ratio that maximizes structural efficiency.
The Essential Vacuum Stack Layers
To achieve a void-free, lightweight laminate, you must assemble the correct sequence of release, absorption, and pressure-distributing layers over the wet layup:
- Peel Ply**: A tightly woven nylon or polyester fabric applied directly to the wet laminate. It does not bond to epoxy and releases cleanly post-cure, leaving a textured surface ready for secondary bonding or painting without additional sanding.
- Release Film (Perforated)**: Positioned directly above the peel ply. It controls how much excess resin is allowed to bleed out into the breather layer. Perforations allow air and vapor to escape while maintaining a resin-rich barrier.
- Breather Cloth**: A thick, non-woven polyester fleece (typically 150g to 300g per square meter) that distributes vacuum pressure evenly across the entire part. It also acts as an absorption reservoir for bled resin. Never block the breather path to the vacuum port.
- Bagging Film**: The outer elastic barrier sealed to the mold flange with sealant tape to form the airtight cavity.
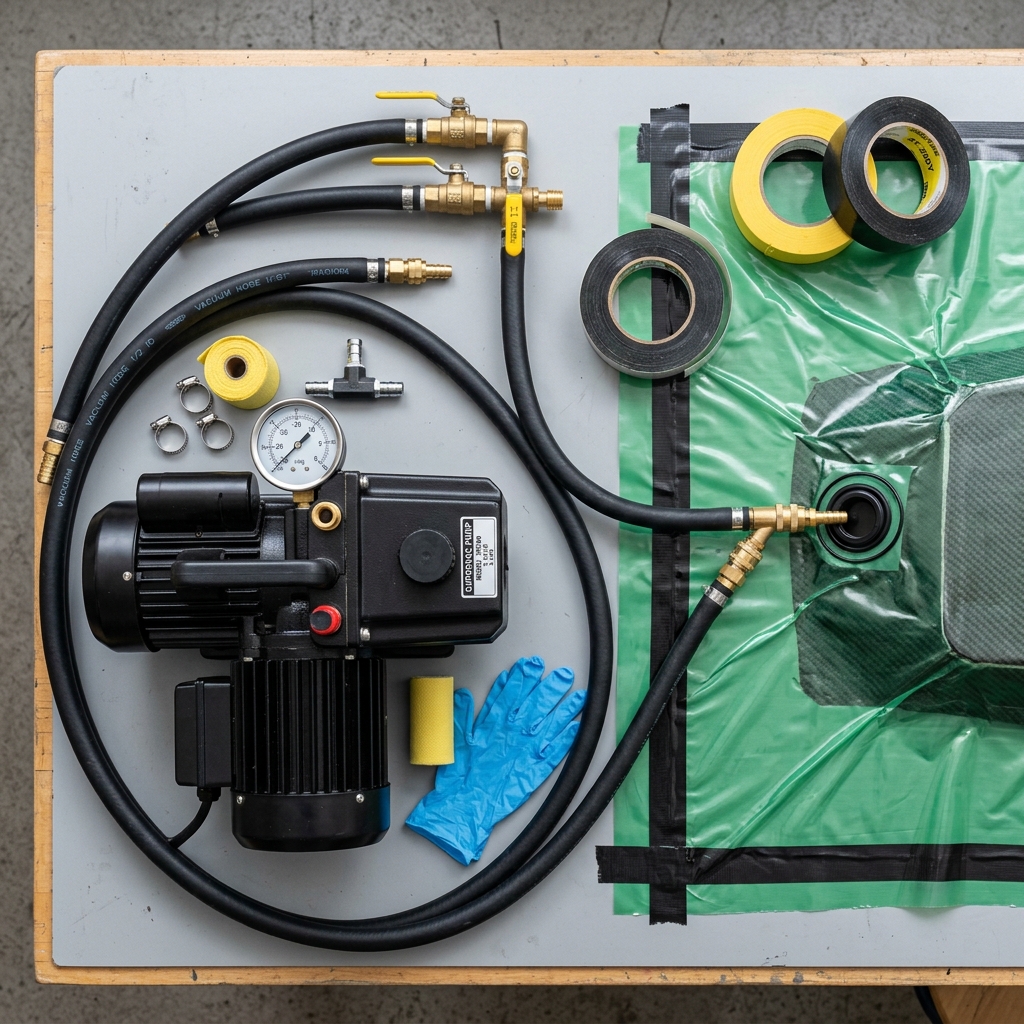
Sizing Your Vacuum Pump
A successful bag depends on maintaining stable, consistent pressure. Sizing your vacuum pump relies on volume displacement and ultimate pressure capability:
- CFM (Cubic Feet per Minute)**: Determines how fast air is evacuated from the bag chamber. Small laminates require 3-5 CFM, while large molds and production shops require 6+ CFM.
- Ultimate Pressure**: Measured in inches of mercury (inHg). Target 25 to 29 inHg for structural compaction. Avoid pulling too much vacuum on thin, wet hand layups, as this can starve the laminate of necessary resin.
Process Diagnostics: The Drop Test
Always perform a vacuum drop test before letting the epoxy cure. Pull a full vacuum, close the pump inlet valve, and monitor the gauge. A pressure drop of more than 1 inHg in 5 minutes indicates a leak. Inspect sealant tape joints, vacuum ports, and bagging film pleats to locate and seal the leak.